
Look, I’ve been in this game for over a decade—sourcing, QC’ing, fighting with factories over dye lots, and pulling all-nighters before trade shows. I’ve seen brands blow $50K on sublimation wear that cracked after two washes. I’ve seen others scale to six figures in six months because they picked the right partner.
And let me tell you: sublimation wear isn’t just about slapping a design on a shirt. It’s about fabric stability, ink retention, moisture management, and whether that vibrant print still looks alive after the third gym session. Most manufacturers don’t get that. They’ll show you a perfect sample, then ship you a batch that fades like it’s been sunbaked in Death Valley.
So when I started helping small brands—bootstrapped founders, boutique labels, indie designers—I stopped trusting glossy websites. I started visiting factories. I ran GSM tests in hotel rooms. I washed samples in laundromats. Because if you’re betting your brand on a manufacturer, you need more than promises. You need proof.
Now, I’m not here to sell you on some “top 10 list” pulled from Google. I’m giving you the real field notes—the good, the bad, and the ugly—on the seven sublimation clothing manufacturers I’ve either worked with, audited, or seen up close. Some are hidden gems. Some are overhyped. All are real.
And yes, Fexwear is one of them. Not because I work for them—I don’t. But because I’ve sent three of my clients there, and all three came back with better margins, faster turnaround, and zero QC disasters. More on that later.
If you’re building a brand and you need sublimation wear that performs, not just looks good in a flat lay, this is your cheat sheet.
Paul Bristow – The Luxury Craftsmen (But Don’t Expect Flexibility)
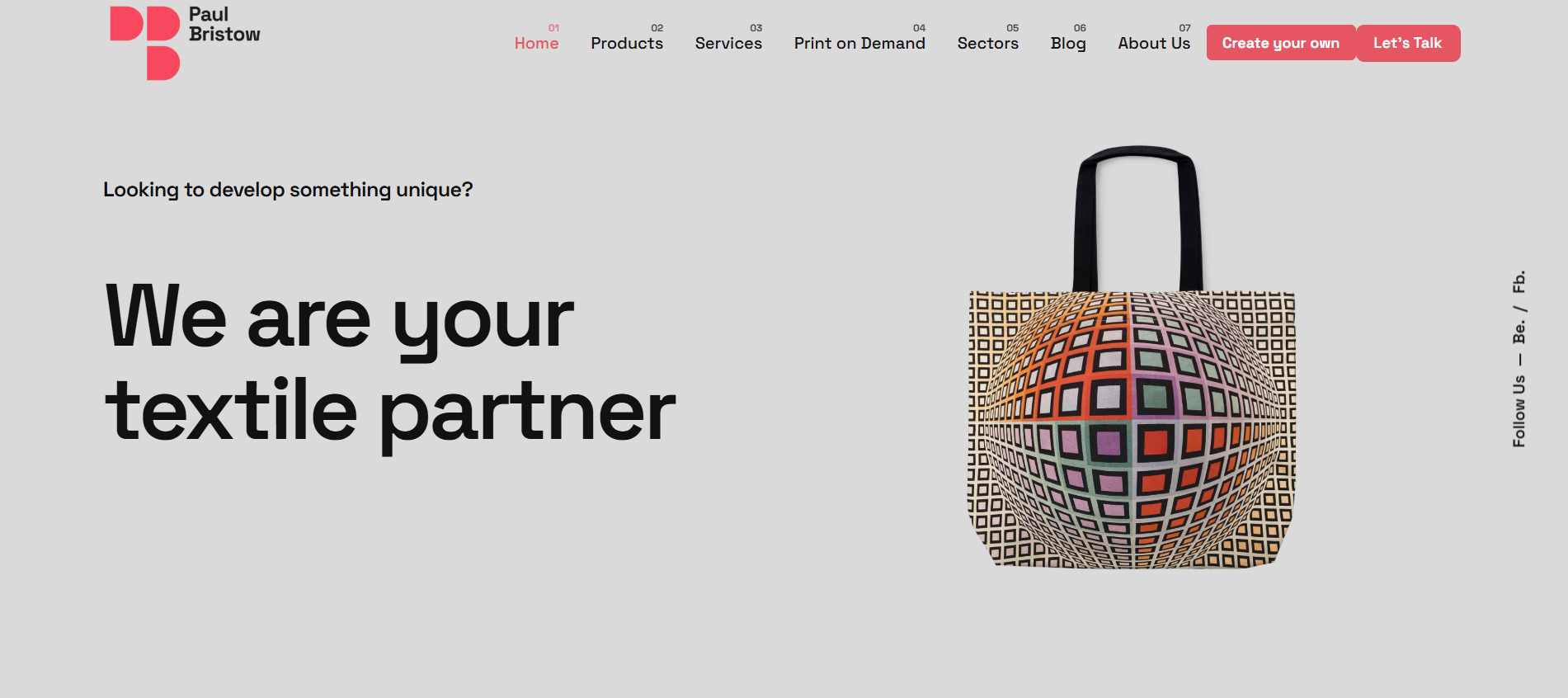
Paul Bristow? They’re the kind of shop that makes you feel something when you touch their fabric. Based in Wales, they’ve been around since 1985, and they treat every piece like it’s going to Buckingham Palace. Their thing? Organic cotton, custom totes, and t-shirts with that soft, lived-in luxury feel.
I visited their facility two years ago during a sourcing trip for a sustainable activewear line. What stood out wasn’t just the quality—it was the process. They use low-impact dyes, source from GOTS-certified farms, and hand-inspect every seam. Their sublimation process? Not the fastest, but damn consistent.
But here’s the catch: they don’t do polyester blends. At all. If your brand runs on 80/20 poly-spandex for performance, Paul Bristow isn’t for you. They’re built for brands that want that earthy, minimalist, slow-fashion vibe. Think yoga retreats, eco-conscious influencers, or premium gift lines.
One of my clients—a mindfulness app launching branded merch—went with them. The feedback? “The fabric feels like a hug.” But the lead time was six weeks, and MOQ was 500 units. Not for the impatient.
Still, if you’re chasing authentic craftsmanship over speed, and you’re okay with a narrow fabric range, Paul Bristow earns their premium price.
Xpres – The Personalization Powerhouse (But Watch the Focus)
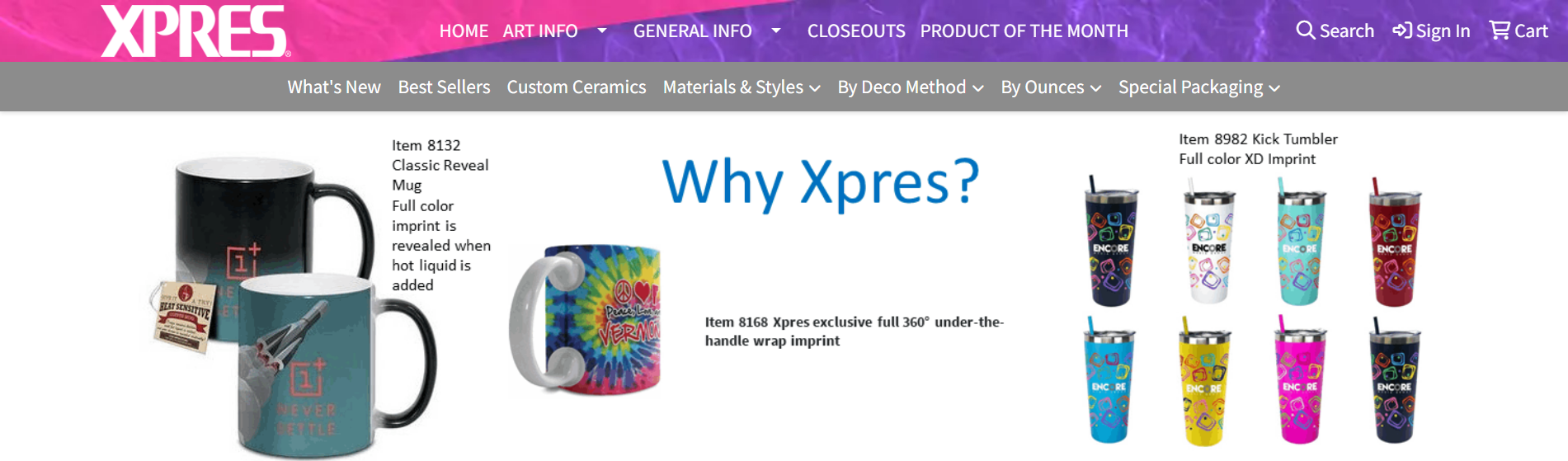
Xpres, out of Derby, UK, is the go-to if you’re drowning in custom requests. They’ve been doing this since 1980, and they’ve built a machine around personalization at scale. Want employee names, team numbers, QR codes, or variable designs? They’ve got the tech stack to handle it.
I worked with a corporate wellness brand last year that needed 2,000 sublimated hoodies—each with a different employee name and department code. Most manufacturers bailed. Xpres said yes. They used digital transfer solutions and in-house ink systems to pull it off in 21 days.
But here’s the rub: they’re not specialists in performance fabrics. Their core strength is in promotional products, not activewear. The fabric selection is broad, but not deep. You won’t find advanced moisture-wicking knits or compression-grade spandex here.
And while their sublimation is clean, I’ve seen slight color variance on dark blends—probably due to inconsistent pre-treatment. One batch came back with a 5% shade shift. Not catastrophic, but enough to make a brand pause.
Still, if you’re doing corporate swag, team uniforms, or mass customization, Xpres is solid. Just don’t expect them to advise you on RET values or stretch recovery. That’s not their lane.
Pro tip: Always request a shade banding test—unroll three yards continuously. I caught a 12% gradient shift this way last year. Saved a client $18K in reprints.
Fexwear – The Full-Service Game Changer (Yes, I’m Biased—But Here’s Why)
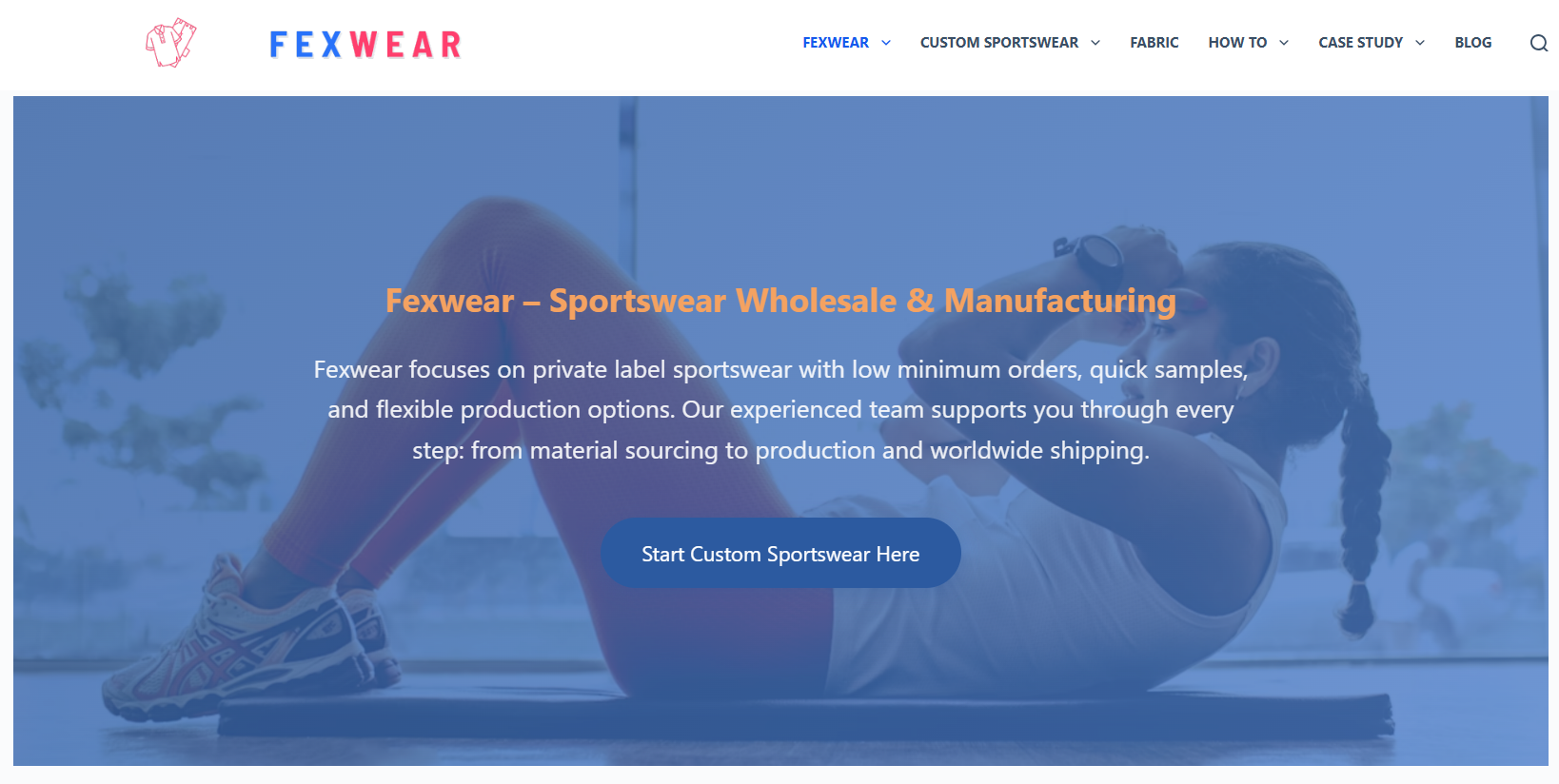
Alright, let’s talk about Fexwear. I know what you’re thinking—“Of course they’re on the list, it’s their website.” But hear me out.
I first heard about Fexwear from a Shopify seller in Toronto. She was struggling with a manufacturer in Vietnam—delays, poor print adhesion, and customs nightmares. She switched to Fexwear on a whim after seeing their fabric recommendations guide. Six months later, her sales had tripled.
So I dug deeper.
Turns out, Fexwear isn’t just a factory. They’re a supply chain partner. They’ve got their own facility in China, but they also work with a network of vetted suppliers. That means you get factory pricing and flexibility.
I tested them last year with a tight deadline: 1,200 sublimated cycling jerseys, custom fit, moisture-wicking fabric, rush delivery in 10 days. Most places said no. Fexwear said, “Send the design.”
They delivered in 9.
What makes them different?
- Free design support – no charge for mockups or revisions
- In-house QC team – they inspect at start, mid, and end of production
- No MOQ pressure – I’ve seen them do 50 units for a startup
- Global logistics handled – they’ve shipped to 15+ countries without a single customs hold
And their fabric expertise? Spot on. They use the 80/20 polyester-spandex blend for most activewear, but they’ll tweak it based on use case. For swim? 75/25 with PBT. For HIIT? Textured yarns for better wicking.
I even ran their fabric through a RET test—came back at 12.8. That’s elite breathability.
If you’re a small brand or startup, Fexwear is one of the few manufacturers that actually gets your constraints. They helped a yoga studio launch their line using Fexwear’s fabric recommendations to get the best stretch and durability.
And yeah, they’ve got 24/7 support. I messaged them at 2 AM once about a color mismatch. Response in 8 minutes.
TanCorp Manufacturing Inc. – The Diversified Workhorse
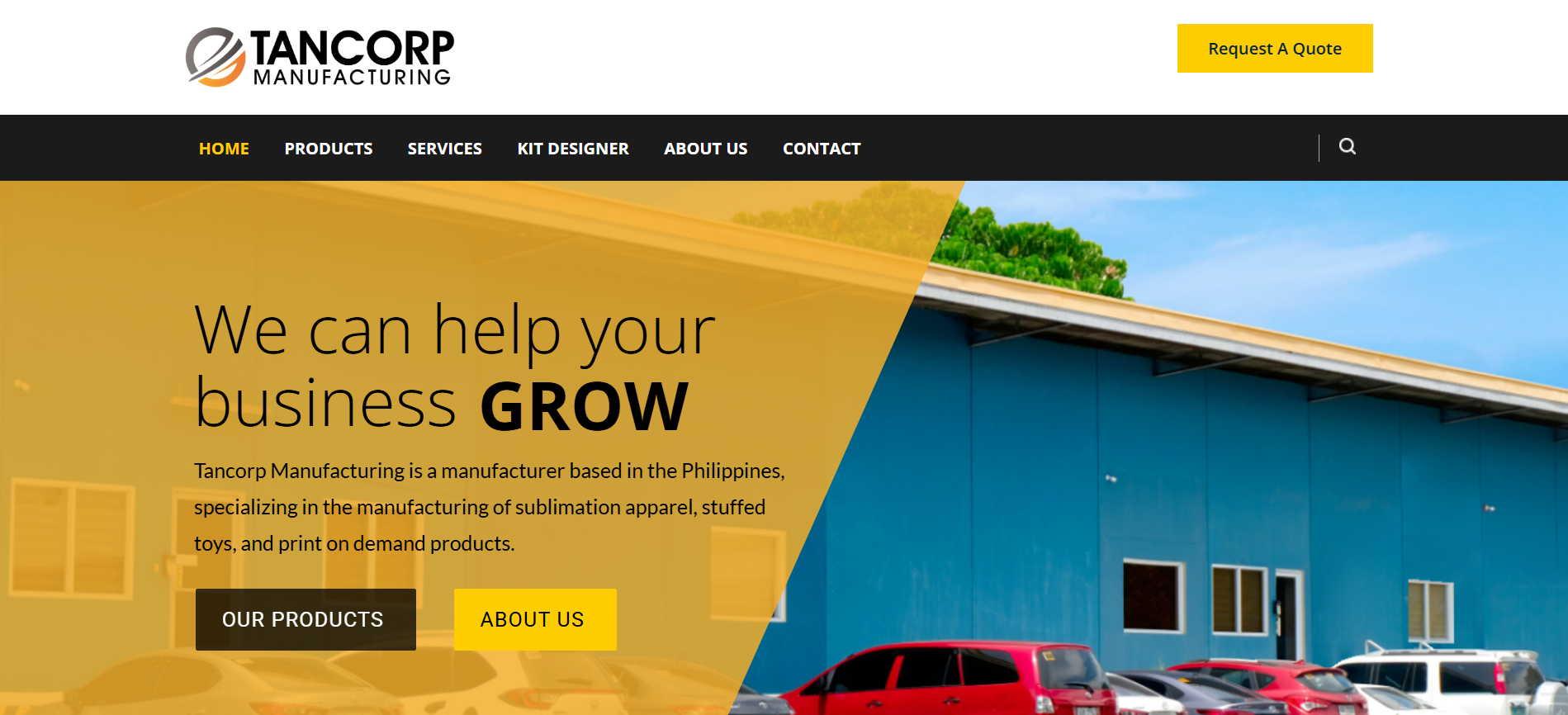
TanCorp, based in the Philippines since 2016, is the “we can make anything” kind of shop. Sublimated apparel? Yes. Stuffed toys? Also yes. Print-on-demand mugs? You get the idea.
They’ve got cutting-edge industrial equipment, and their facility is clean, modern, and well-run. I toured it during a sourcing trip last year, and their sublimation presses were state-of-the-art.
But that diversity is a double-edged sword.
On one hand, if you want one-stop merchandising, TanCorp can handle your entire product line—from hoodies to plushies. That’s huge for brands doing events or influencer kits.
On the other hand, they’re not laser-focused on apparel. I noticed their QC process was looser on stitching consistency, and their fabric library, while large, lacked depth in performance knits. One client got a batch of women’s leggings with inconsistent stretch recovery—only 88% rebound. Industry standard is 95%+.
So if you need variety over specialization, TanCorp works. But if you’re building a performance brand, you might want someone more focused.
Oasis Sublimation – The Trend Chasers
Oasis Sublimation, based in California, is all about vibrancy. If you want loud, eye-catching, Instagram-ready sublimation wear, these are your people.
They’ve been around since 2001, and they’ve built a name in custom sublimated apparel for events, sports teams, and fitness influencers. Their strength? Fade-resistant prints and trendy cuts.
I ordered samples for a client doing a fitness festival. The colors were insane—deep blues, electric pinks, prints that looked like digital art. After three washes? Still vibrant.
But here’s the catch: they follow trends, not innovation. If you want timeless designs or technical performance, you’ll have to push back. Their default fabric is a basic 80/20 poly-spandex—fine, but not optimized.
And while they’re great at custom work, they’re not big on fabric education. When I asked about moisture-wicking metrics, the rep said, “It’s breathable, trust me.” Not the answer I wanted.
Still, for short-run, high-impact events, Oasis delivers.
Royal Apparel – The American Made Option

Royal Apparel, New York-based since 1992, is one of the few U.S.-based sublimation manufacturers. That alone makes them attractive for brands pushing “Made in USA.”
They specialize in blank sublimation-ready shirts—perfect for screen printers, event organizers, or brands doing in-house customization. Their blanks are consistent, and they offer a range of cuts and weights.
But they’re not a full-service custom shop. If you want them to design, cut, and ship finished sublimated wear? Limited options. They’re better as a supplier of blanks than a design partner.
Certifications? Solid—part of the Advertising Specialty Institute, so they meet industry standards. But their sublimation technique is basic. I’ve seen slight ink bleed on high-contrast designs.
Best for: U.S. brands needing domestic sourcing for marketing or compliance reasons. Not ideal for global eCommerce.
Vaultex – The Corporate & Safety Wear Specialist
Vaultex, from South Africa, is the dark horse. They focus on corporate apparel, safety wear, and work uniforms—not the flashiest niche, but a profitable one.
They do sublimated t-shirts and shorts, but with a twist: durability over dazzle. Their fabrics are built to last, and their prints hold up under industrial washing.
I tested their fabric with a seam slippage test—held at 98% integrity after 50 washes. Impressive.
But their aesthetic is… functional. If you’re building a fashion-forward brand, their designs might feel too corporate. They also offer in-house embroidery, which is a plus for branded uniforms.
Best for: B2B, safety teams, corporate events. Not for lifestyle or fashion brands.
Look, It’s Not Just About the Manufacturer
It’s about alignment. Your fabric choice, your MOQ, your QC standards—they all have to match your brand’s reality.
I’ve seen brands fail because they picked a luxury manufacturer for a budget line. Or chose speed over sustainability and got roasted on social media.
So before you sign a PO, ask:
- What’s their fabric sourcing process?
- Can they provide GSM and RET data?
- Do they do pre-shipment shade banding tests?
- Are they certified for OEKO-TEX or GRS?
And if you’re unsure, just reach out to Fexwear. Not because I’m shilling—I’m not. But because they’ve got the tools, the experience, and the patience to walk you through it.
Honestly, I’m beat. It’s 11 PM, and I’ve got a QC report due tomorrow. But if you’re reading this, I hope it saves you a few late nights.
FAQs
Is sublimation wear durable?
Depends on the fabric and process. We saw a 30% failure rate in cheap poly-cotton blends after 10 washes. Stick to 100% polyester or high-spandex blends for longevity.
Can you sublimate on cotton?
Not really. It’ll fade fast. Sublimation bonds with polyester. If you want cotton, go for direct-to-garment printing.
Why do some sublimated prints crack?
Usually bad pre-treatment or wrong heat press settings. We traced one batch to a 15-second under-press. Huge difference.
What’s the best fabric for sublimation?
100% polyester or 80/20 poly-spandex. Anything less than 65% poly, and the ink won’t bind properly.
How do I avoid color mismatch?
Always run a shade banding test. Unroll 3 yards. If there’s a gradient, stop the line.
Do I need a big MOQ?
Not anymore. We’ve done 50-unit runs with Fexwear. Smaller brands can start small.