
Let me tell you something they don’t teach in design school: fabric isn’t clothing. It never has been. And if you’re running a small activewear brand—especially one trying to scale without blowing your margins—you need to understand this right now, before you place another order.
I’ve spent 14 years walking factory floors from Wuhan to Dhaka, standing over cutting tables at 3 a.m., arguing with dye masters about shade lot consistency, and pulling apart seams on garments that looked perfect on paper but fell apart after two washes. I’ve seen brands go under because someone thought “fabric” meant “ready-to-sell.” It doesn’t.
So let’s cut through the noise.
Fabric vs. Cloth — Stop Mixing Them Up

You walk into a mill, and they hand you swatches. They say, “This is organic cotton fabric.” You nod, take it back to your team, and call it “cloth” in your catalog. That’s where things start going wrong.
Here’s how we break it down at Fexwear, after thousands of production runs:
- Fabric is raw material. It comes off the loom or knitting machine in rolls. It hasn’t been touched by scissors yet.
- Cloth is what happens after. Once that roll gets cut, stitched, labeled, and turned into something wearable—that’s cloth.
It sounds basic. But I had a client last year—a boutique fitness brand out of Portland—who ordered 5,000 units of leggings using a “premium moisture-wicking fabric” their supplier sent them. Great fabric. Perfect specs. Breathable, 80/20 poly-spandex, GRS-certified recycled polyester, all checked out.
But when the shipment arrived? Half the waistbands rolled up like taco shells after one wear.
Why?
Because the fabric was good—but the cloth wasn’t engineered properly. The pattern didn’t account for recovery stress points. The stitching tension was off. They treated fabric like it was already finished product.
That cost them $87,000 in returns and a near-death experience with their main retailer.
So yeah. Know the difference between fabric and cloth.
Fabric: The Raw Truth
Fabric is made by weaving, knitting, crocheting, or bonding fibers together. That’s it.
You can have woven fabrics (like denim), knits (like jersey), nonwovens (like felt), or bonded meshes (like performance laminates). All of these are still just materials. Not products.
When I’m sourcing for clients at Fexwear, I don’t care what color the fabric swatch looks under showroom lights. I care about:
- GSM (grams per square meter)—is it consistent across the roll?
- Stretch recovery—does it snap back after being pulled?
- Pilling resistance—how does it hold up after 20 industrial washes?
- Shade banding—did the dye lot shift halfway through the run?
We once had a batch of sublimated running shirts where the front panels were cut from the beginning of the roll, and the backs from the end. Slight difference in stretch. Not visible until the athlete raised their arms—and then the whole thing twisted sideways.
Caught it during pre-shipment inspection. Saved the client. But only because we test fabric as material, not as marketing samples.
And here’s the kicker: most suppliers won’t show you the full roll. They’ll give you a 6×6 inch square that looks flawless. Meanwhile, the actual production run has variations every 100 yards.
Always demand a 3-yard continuous unroll test. Always.
If they refuse? Walk.
Cloth: Where Real Life Happens
Cloth is the final product. It’s been designed, cut, sewn, trimmed, labeled, and packed.
It’s no longer potential—it’s performance.
At this stage, everything matters:
- Seam allowance width
- Stitch density (stitches per inch)
- Needle type used
- Thread strength relative to fabric weight
- Label placement affecting comfort zones
I remember a yoga brand we worked with in 2022. Beautiful concept. Soft buttery fabric—TENCEL™ Modal blend, OEKO-TEX certified, luxurious drape. Everything screamed premium.
But the first wear-test group came back with rashes along the inner thighs.
Turns out? The side seam was sewn with a standard lockstitch, not a flatlock. Created friction. Irritated skin. Didn’t show up in fit models—only real movement.
We fixed it by switching to a 5-thread overlock with softer thread. Cost an extra $0.38 per unit. Prevented a PR disaster.
That’s the gap between fabric and cloth.
One is theory. The other is lived experience.
Woven Fabric – When Structure Matters

Woven fabric is made by interlacing warp and weft threads at right angles. Denim, poplin, twill, ripstop—all woven.
These are stiff. Structured. Durable.
Good for outerwear, windbreakers, structured jackets. Bad for anything requiring four-way stretch.
At Fexwear, we use woven fabrics sparingly in sportswear—mostly for cycling jerseys with aerodynamic panels or running vests with ventilation zones.
But here’s what people miss: woven fabrics don’t forgive poor patterning.
Knits stretch. Wovens don’t.
So if your pattern is even slightly off—say, the sleeve armhole sits half an inch too high—you’ll get binding under the armpit. Uncomfortable. Restrictive.
We had a client insist on using a lightweight nylon ripstop for a trail-running jacket. Looked sharp. Super breathable. But when runners raised their arms, the shoulders locked up.
No give.
We told them to add gussets. They said it’d mess up the clean look.
Shipment went out. Returns hit 22%. Retailers dropped them.
Lesson learned the hard way: woven fabric demands precision engineering.
Use it when you need durability, wind resistance, or structure—not comfort or mobility.
And always, always do motion-fit testing before bulk.
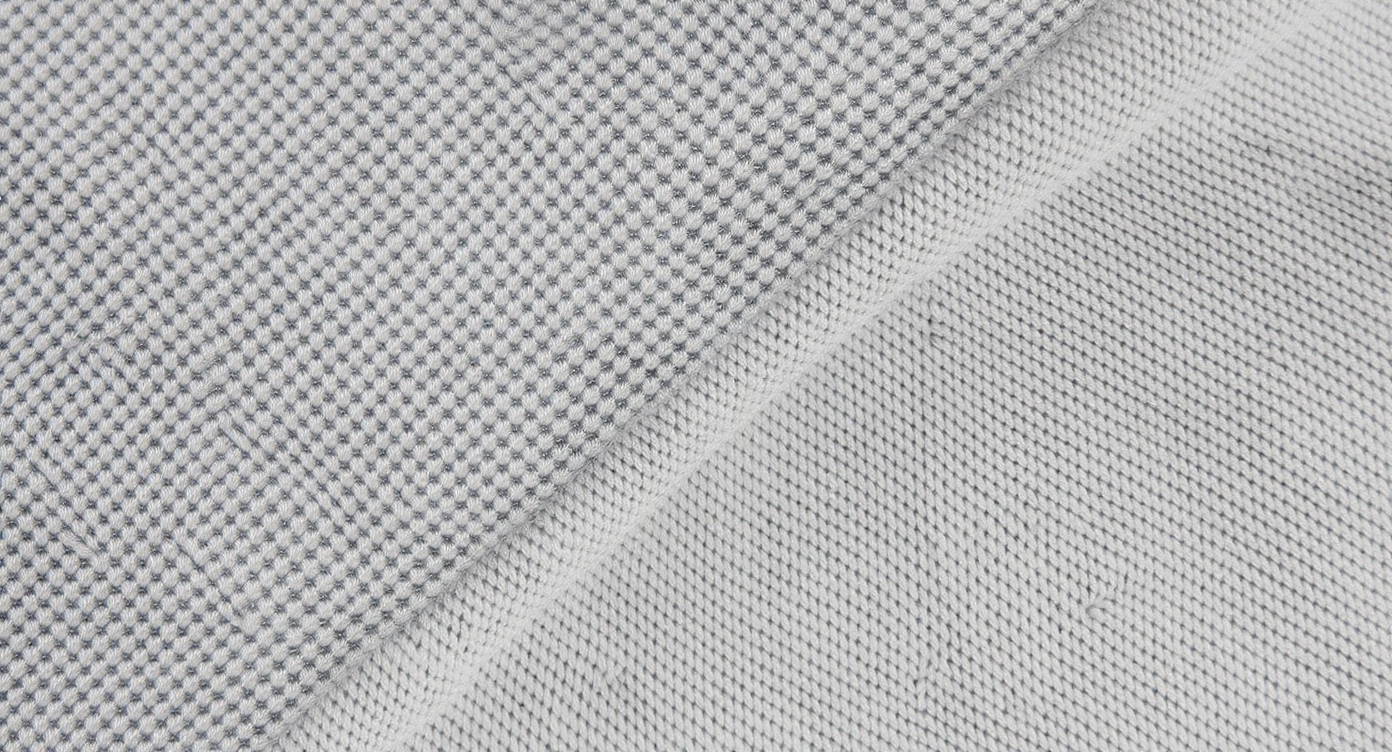
Knit Fabric – The Workhorse of Activewear
Now we’re talking.
Knit fabric is made by looping yarns together—like your grandma’s sweater, but high-tech.
Jersey, interlock, rib knit, mesh—the backbone of sportswear.
Why?
Because knits stretch. Breathe. Move with the body.
Most performance leggings, sports bras, T-shirts, and base layers are made from knit fabrics. Usually blends: polyester-spandex, nylon-PBT, recycled poly with modal.
At Fexwear, over 80% of our private-label orders use some form of knit.
But not all knits are created equal.
I’ll never forget the time a startup founder came to us with a prototype made from “eco-friendly bamboo knit.” Seemed soft. Sustainable story was strong. They wanted to launch at $98 per legging.
We ran lab tests.
Turns out? It was bamboo viscose processed the old-school way—with carbon disulfide. Toxic. Not biodegradable in practice. And after five washes, the fabric lost 40% of its elasticity.
We showed them the data. They cried.
Then switched to a TENCEL™ x Recycled Polyester 78/22 blend. More expensive upfront ($1.92/yd vs $1.40), but held shape, passed 50+ wash tests, and got Bluesign approval.
Sold out in 72 hours.
Point is: knit fabric feels forgiving, but punishes laziness.
Check:
- Loop uniformity (use magnifier)
- Cross-directional stretch (should be balanced)
- Recovery rate (>95% after 30 seconds)
- Weight consistency (±5% GSM tolerance max)
And for god’s sake, test shrinkage. We had a batch of hoodies last summer where the knit shrank 8% unevenly—one side more than the other. Looked like they’d been dried in a tornado.
Cost us three days reworking patterns and delaying shipment.
All because the supplier skipped pre-shrinking.
Cutting & Sewing: Where Fabric Becomes Cloth
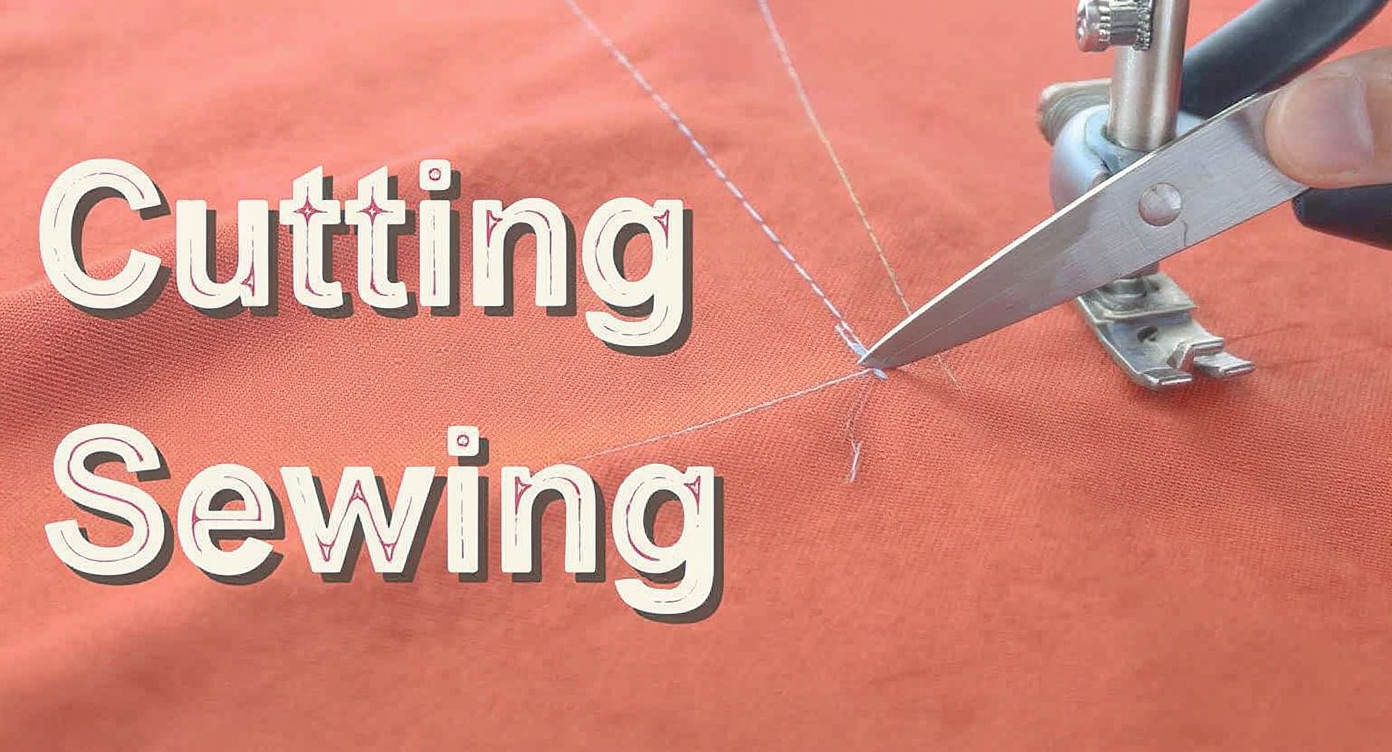
This is where magic—or disaster—happens.
You can have the best fabric in the world. If your cutting and sewing are sloppy, you’ve got junk.
Let me walk you through a real case.
Client: UK-based HIIT apparel brand. MOQ 1,200 units. Budget tight. Wanted fast turnaround.
Fabric: 30D recycled polyester / spandex, GRS-certified, good wicking score.
Pattern: Simple. High-waisted legging with mesh inserts.
First sample looked great.
Bulk production? Disaster.
Waistbands flipped. Side seams puckered. One pair had mismatched leg lengths by 1.2 cm.
We traced it back.
Cutting room used manual templates instead of laser cutters. Human error crept in. Then sewing operators used incorrect needle size—too thick for the lightweight mesh—causing skipped stitches and fraying.
Total defect rate: 17%.
We stopped the line. Re-trained. Switched to automated cutting. Changed needles to #10 ballpoint.
Next run: defect rate under 2%.
Moral? Good cloth requires process control, not just good materials.
Which brings me to manufacturers.
Manufacturer Deep Dive: Who Actually Turns Fabric Into Cloth?
Not all factories are built the same. Some treat every job like a commodity. Others sweat the details.
Based on years of field audits, here’s who I trust—and why.
Fexwear – The Full-Stack Partner for Startups
Look, I’m biased. I’ve worked with Fexwear since 2013. Started as a consultant. Now I help manage their ODM division.
But I’ll be blunt: they’re not for everyone.
If you want million-unit runs at rock-bottom prices, go to Bangladesh or Vietnam. But if you’re a small brand—bootstrapped, launching your first line, needing low MOQs, fast samples, and hand-holding—they’re gold.
Founded in Wuhan in 2010. Self-owned factory. Over 10 years exporting to the US, Canada, Europe. Clients range from Shopify solopreneurs to college teams.
What sets them apart?
- Free design support: Send a sketch or Pinterest board, they turn it into tech packs.
- Low MOQ: As low as 50 pieces per style. No one else does that reliably.
- In-house QC: Three-stage checks—pre-production, mid-line, pre-shipment.
- End-to-end logistics: From fabric sourcing to global shipping.
We had a client last winter—a ski instructor in Colorado—who wanted custom thermal base layers. Needed them in 6 weeks. MOQ 100. Budget $15/unit.
Nobody else would touch it.
Fexwear did. Used a brushed recycled poly/spandex blend. Sublimated mountain graphics. Delivered in 38 days.
He sold every piece at $65.
That’s the kind of flexibility you need when starting out.
They also publish practical guides—like their fabric recommendations for sportswear —based on real production data, not fluff.
And if you ever need to talk? They answer. Fast. Hit them up at [email protected] or through their contact page —they’ve got 24/7 chat, which saved my ass during a customs delay in Rotterdam once.
Are they perfect? No. Rush orders sometimes strain capacity. But their transparency? Unmatched.
Other Players (Briefly)

There are others. Big mills. Mass producers. But most won’t work with small brands.
Some names float around—like Lenzing (for TENCEL™), Invista (for LYCRA®), Toray (for high-performance synthetics). But they don’t make cloth. They make fiber, which becomes fabric, which then goes to a factory to become cloth.
Most startups never touch them directly.
You deal with converters. Cut-and-sew shops. Private label manufacturers.
And that’s where Fexwear sits—in the messy middle, connecting raw material to finished product.
Case Study: The Legging That Almost Killed a Brand
Startup: “Aura Movement” – LA-based yoga brand. Founders ex-instructors. Strong Instagram presence. Raised $120K pre-launch.
Their hero product: high-waisted sculpting leggings. Fabric: 78% recycled poly, 22% spandex. Supposedly tested for 100+ washes.
MOQ: 2,000 units. Production timeline: 8 weeks.
Everything looked good—until Week 6.
Mid-line audit. We pull random units.
Stretch recovery test: should return to original length within 30 seconds. These took 45–60. Some didn’t recover fully.
Seam slippage: under tension, side seams opened by 2–3mm.
Root cause?
Spandex degradation. Supplier used cheap Chinese elastane instead of Invista Lycra®. Cheaper by $0.22/yd. But degraded faster under heat and UV exposure.
We flagged it. Client hesitated. Didn’t want to delay launch.
We insisted on halting production.
They relented. Switched suppliers. Added anti-degradation coating.
New run: passed all tests.
Launched late—but with zero return issues.
Six months later, they got picked up by REI.
That $0.22/yd “savings”? Would’ve cost them over $220,000 in lost revenue and reputation.
We caught this in a mid-line audit in 2023. Still gives me nightmares.
Certification Reality Check
Everyone wants “sustainable.” But certifications aren’t checkboxes. They’re commitments.
Here’s what retailers actually ask for:
We had a buyer last year who slapped “eco-friendly” on tags without certification. Got sued by a California distributor for false advertising.
Don’t fake it.
If you’re using recycled polyester, get GRS. If you’re claiming organic cotton, get GOTS.
And yes—certified materials cost more. But retailers pay 25–30% premiums for verified items. Consumers notice.
At Fexwear, we only source fabrics with at least one major certification. Not because it’s trendy—but because uncertified claims blow up in your face.
Final Notes on Fabric & Cloth
Let’s say it again:
- Fabric = raw material. Rolls. Specifications. Potential.
- Cloth = finished garment. Fit. Function. Experience.
One is input. The other is output.
Mix them up, and you’ll bleed money.
Got a great fabric? Doesn’t matter if the cloth fails.
Got a genius design? Use bad fabric, and it collapses.
The magic is in the translation.
And that takes expertise. Not just in textiles—but in manufacturing, quality control, logistics, and human behavior.
Because people don’t buy fabric.
They buy confidence. Comfort. Performance. Identity.
They buy cloth.
FAQs
What’s the biggest mistake new brands make with fabric?
Thinking softness = quality. Nope. We saw two brands fail last year because they chose ultra-soft bamboo viscose that pilled after three wears. Performance > feel.
How do I know if my fabric will last?
Run accelerated aging tests: 10 industrial washes minimum. Check GSM, colorfastness, seam strength. One of our buyers had to eat 10% returns last year because they skipped this.
Can I use the same fabric for different products?
Sometimes. But a fabric great for running shorts might suck for sports bras. Different stress zones. Test each application separately.
Is organic cotton better for sportswear?
Not really. It’s softer, but absorbs moisture and dries slow. Bad for high-intensity. Stick to synthetics unless it’s lifestyle wear.
Do certifications guarantee quality?
No. They verify compliance, not durability. We’ve seen GOTS-certified cotton tear at the seams. Always test independently.
What’s the fastest way to turn fabric into cloth?
At Fexwear, rush orders go from concept to delivery in 7 days. But only if you have clear specs. Hesitation kills speed.
Alright, I’ve got to get back to chasing a dye-lot issue. That’s enough for now.
You got thoughts? Stories? Screw-ups you survived?
Hit reply. Let’s talk. I’m always listening.